Defects In Sheet Metal Forming Process

Dissecting Defects Part I

Metal Forming Defects
Forming Defects
Identifying And Resolving The Most Common Defects In Sheet Metal Forming Stampingsimulation

3 Ways To Predict Cracking And Splitting During Sheet Metal Forming Wiley Metal

Die Casting Process Defects Design It Cast Metal Workshop Diecast

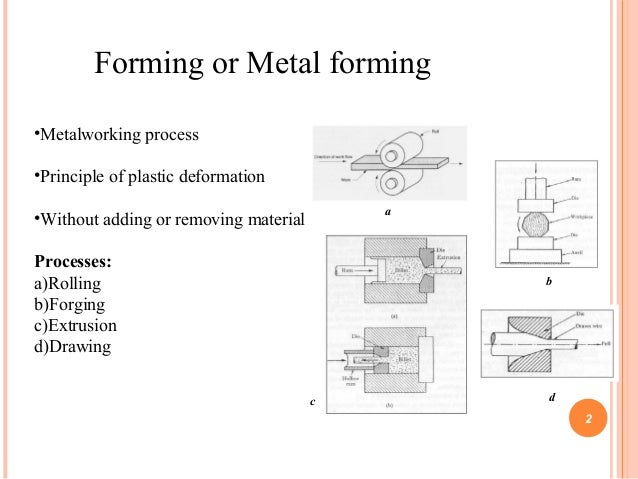
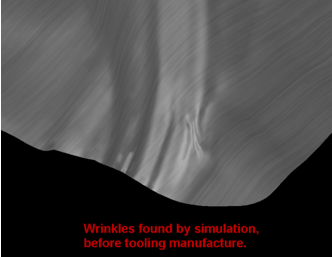
Describe different forming processes when they might be used and compare their production rates costs and environmental impacts calculate forming forces predict part defects tearing wrinkling dimensional inaccuracy and propose solutions.
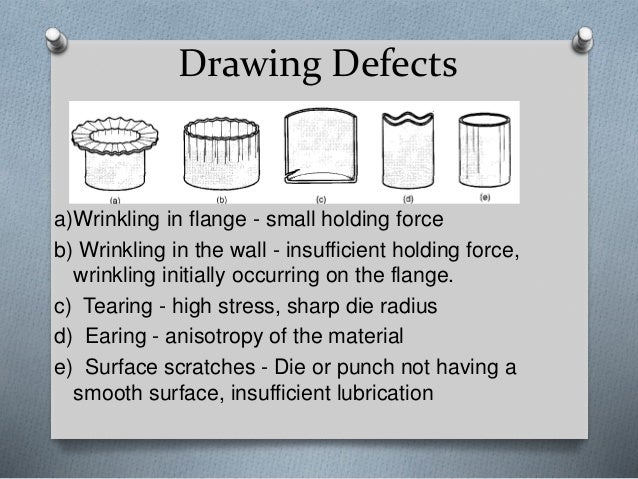
Defects in sheet metal forming process.

Difference Between Welding Discontinuity And Defect 4 Welding Discontinuities That Impact Only Appearance W Sheet Metal Fabrication Welding Metal Fabrication

Metal Forming Process Hierarchy Of Rolling Operations In Modern Manufacturing Industry Metal Forming Metal Steel Rolling Mill

Pin On World Of Metallurgy
Four Cures For Sheetmetal Shearing Defects Metalforming Magazine Article
06 Sheet Metal Forming

Sheet Metal Forming Processes Total Materia Article

Bending Processes And Methods Trumpf Machine Tools Machine Tools Bend Trumpf

Ppt Metal Forming Course Powerpoint Presentation Free Download Id 5920012

Metal Forging In 2020 Forging Metal Conceptual Understanding
Sheet Metal Forming And Operations

Pin On Mechanical Engineering Theory

Troubleshooting Sheet Metal Defects Part Ii

This Serial Stamping Parts Are Used On Motorcycle And Exported To Usa The Material Is 6 0mm Sphc And Need To Be Fine Polished Sheet Metal Fabrication Metal Stamping Sheet Metal
6 Deformation Processes Unit Manufacturing Processes Issues And Opportunities In Research The National Academies Press

Cold Roll Forming Machine For Floor Deck Metal Drawing Machine Design Roll Forming

Hydraulic And Mechanical Presses Pressing Mechanic Hydraulic

Thermoforming Process Plastic Moulding Vacuums Vacuum Forming

Metal Forging In 2020 Forging Conceptual Understanding Metal
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcrttf1tdcbtwp8ivnq1jztol0ntpjnslrqpze1 A5qiog8di9q Usqp Cau

Continuous Casting Also Known As Strand Casting Is The Process Where A Metal Is Heated Until It Liquefies The Molten Metal Is Then It Cast Continuity Steel
Metal Extrusion Extrusion Metal Extrusion Metal Fabrication
Sheet Metal Forming Lecture 6 Emu Ppt Video Online Download

Metal Rolling Cluster Mill Or Sendzimir Mill Rolls Metal Rolling Mill

Defects In Plastering Causes And How To Fix Them A Civil Engineer Masonry Work Building Construction Civil Engineering
Source : pinterest.com
